

您好!电铸标牌的制作时间不是一个固定的数字,它取决于多个因素,通常来说,从下单到交货,常规流程需要10到20个工作日。如果是简单的小批量订单,可能更快;如果是复杂的大批量订单,则可能需要更长时间。
下面我为您详细分解一下各个阶段所需的时间,以便您更好地理解整个周期。
影响制作时间的主要因素
1. 工艺复杂度:标牌的字体粗细、是否有立体效果、边缘是否复杂等。
2. 订单数量:批量越大,电铸沉积的时间越长,后期加工(如切割、填漆)的时间也相应增加。
3. 颜色(镀层)要求:常见的镍银色最快,如果要求镀真金、玫瑰金、黑镍、古铜等特殊颜色,需要调整电镀液和工艺,时间会稍长。
4. 后期处理:是否需要背胶、滴胶(覆盖透明保护层)、制作底板等。
5. 供应商排期:工厂当前订单的饱和程度。

电铸标牌制作流程及时间分解
假设是一个中等复杂度的镍铬材质标牌订单,其标准流程和时间估算如下:
第一阶段:前期准备与模具制作(约2-4个工作日)
1. 图纸确认 (1-2天):这是最关键的一步。您需要与制造商确认设计稿(AI或CDR矢量文件)。双方的沟通效率直接影响整个周期。一旦图纸确认,后续修改会非常耗时费钱。
2. 出菲林片 (0.5-1天):将确认好的图纸输出为高精度的胶片,用于制作模具。
3. 制作感光模具 (1-2天):在金属板上涂布感光胶,通过菲林片进行紫外线曝光、显影,制作出标牌形状的精密模具。
第二阶段:电铸成型(核心工艺,约4-8个工作日)
4. 电铸沉积 (3-7天):将模具放入电铸槽中,通过电解原理使金属离子(通常是镍)逐渐沉积在模具上,直到达到所需的厚度(通常为0.2-0.5mm)。这是最耗时的步骤,时间取决于厚度和电流大小,无法大幅缩短。
5. 剥离与清洗 (0.5-1天):将沉积成型的金属标牌从模具上剥离下来,并进行清洗。
第三阶段:后期处理(约2-5个工作日)
6. 品质检验与修边 (0.5-1天):检查是否有瑕疵,并冲压或激光切割掉多余的毛边。
7. 电镀上色 (1-3天):根据要求进行电镀,如镀铬(亮银色)、镀金、做旧等。
8. 填充珐琅漆 (1-2天,如需要):如果标牌有凹下去的文字或图案需要上色,需要进行填漆、烘烤、抛光。
9. 背胶或其它加工 (0.5-1天):在背面粘贴3M双面胶或其他固定件。
10. 最终质检与包装 (0.5-1天):全检后包装入库。
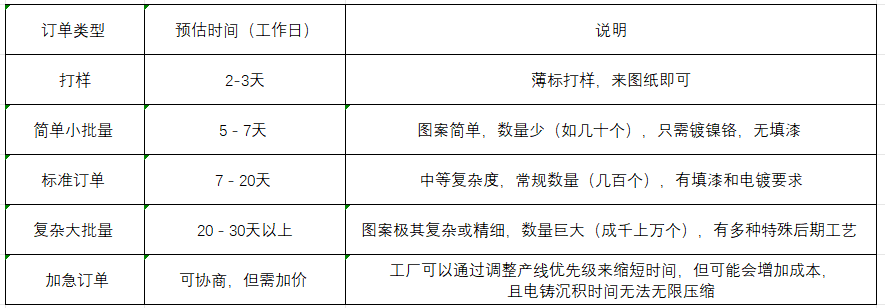
时间总结表
给您的建议
1. 提前规划:如果您有项目 deadline,请务必提前至少3-4周开始与供应商对接。
2. 有效沟通:提供高精度的矢量设计图,并一次性确认好所有细节(尺寸、材质、颜色、工艺),可以极大避免返工和延误。
3. 选择靠谱供应商:找有经验的厂家,他们不仅能给出准确的时间预估,流程也更规范,能保证质量和交期。
总而言之,在您提供最终确认图纸后,通常可以按【15个工作日】左右来规划您的项目时间,并与供应商确认具体的排产计划。
 关注微信
关注微信
{kind=link}