

金属铝酒标制作工艺以铝材(铝箔、铝合金板)的轻薄、易加工特性为核心,兼顾成本与质感,流程聚焦材质预处理、图案成型、表面强化三大核心环节,具体步骤与技术要点如下:
一、主流铝材选择
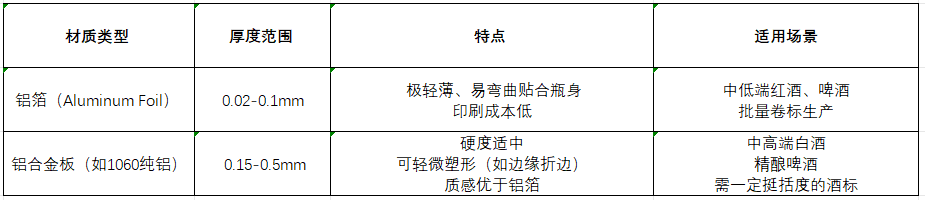
金属铝酒标牌常用两种基材,需根据酒类定位匹配:
二、核心制作工艺步骤
1. 前期设计与基材预处理
设计适配:输出AI矢量图,避免过细线条(铝材印刷易模糊),深色图案需增强对比度;若涉及弯折(如瓶身弧度贴合),需预留0.51mm弯折余量。
基材清洗:通过超声波清洗或化学洗剂(如弱碱性溶液)去除铝材表面的油污、氧化膜,确保后续印刷/镀膜的附着力,避免图案脱落。
裁切成型:按设计尺寸裁剪,铝箔常用卷材分切(效率高),铝合金板可用模切机预裁成基础形状(圆形、方形、异形)。

2. 图案/文字成型(核心工艺)
根据质感需求选择适配技术,主流工艺如下:
丝网印刷:最常用工艺,需选用铝基材专用耐刮油墨(避免酒精擦拭脱落),可实现多色套印、渐变色,适合批量生产(如啤酒铝箔标),成本可控。
UV印刷(UV平板/卷材):在丝网印刷基础上增加UV固化环节,油墨干燥快、附着力强,可做局部立体凸起效果(如品牌logo、纹理),提升触感,适合需凸显细节的中高端酒标。
烫金/烫银:通过加热烫金版将金属箔(金、银、镭射箔)压印在铝材表面,重点突出品牌名、边框,瞬间提升高端感,常与丝网印刷搭配使用(如白酒铝标)。
阳极氧化着色:针对铝合金板,通过电解作用在表面形成氧化层,再注入染料实现彩色效果(如黑色、古铜色、红色),颜色持久且贴合金属本色,适合复古或简约风格酒标(如精酿啤酒标)。
蚀刻(轻蚀刻):仅适用于较厚的铝合金板,用稀释的三氯化铁溶液轻微腐蚀表面,形成浅凹陷的图案/文字,可搭配填漆(如白色填漆凸显logo),质感细腻,适合高端定制酒标。
3. 后期表面强化(关键:防刮、防氧化、贴合)
覆膜/上光:必做环节!在印刷面覆盖透明PET膜(哑光/亮光) 或涂刷耐酒精光油,防止油墨被酒精擦拭掉、避免铝材氧化发黑,同时调整光泽(哑光显高级,亮光显活力)。
拉丝处理:针对铝合金板,通过机械打磨形成平行直纹/乱纹,增强金属质感,常作为酒标底色(如银色拉丝+UV印刷logo),适合现代简约风格。
背胶粘贴:背面粘贴耐酒精、耐低温不干胶(如丙烯酸胶),确保酒标贴在酒瓶上后,不会因冷藏(如红酒)或酒精挥发而脱落;若为吊牌式铝标,需预留激光打孔(孔径23mm)。
边缘处理:铝合金板酒标需做圆角打磨或边缘包边,避免锋利边缘划伤手;铝箔标因极薄,可直接模切,边缘需保证光滑无毛刺。
三、工艺选择核心原则
1. 成本优先:批量生产(1万件以上)选“铝箔+丝网印刷+覆膜”,成本最低;小批量定制(1001000件)可选“铝合金板+UV印刷”,无需制版。
2. 酒类适配:白酒、烈酒需耐酒精,必做“覆膜+耐酒精背胶”;红酒、啤酒需贴合瓶身弧度,优先选薄铝箔或可弯曲的薄铝合金板。
3. 风格匹配:复古风选“铝合金板+阳极氧化(古铜色)+烫金”;现代风选“铝箔+UV立体印刷+哑光覆膜”;高端定制选“厚铝合金板+轻蚀刻+拉丝”。
 关注微信
关注微信
{kind=link}